
In this article, we present a new success story from J. Huesa, highlighting the turnkey execution of a water reuse plant for a multinational leader in the production and supply of detergents. As part of their strategic goal, this company is advancing towards a zero-discharge model.
Sector Overview and Context
Before diving into the specifics of the project, it’s important to outline the sector’s landscape in Spain. The production of cleaning products has grown significantly, driven partly by the pandemic and the increased demand for disinfectants and household cleaning products. In 2020, this sector generated an approximate value of €2.32 billion, with a 6% increase in domestic production and a 16.1% rise in exports, reaching €627 million.
Moreover, around 120 Spanish companies focus exclusively on manufacturing household cleaning products.
From a water consumption perspective, depending on the type of cleaning product, water constitutes 75% to 98% of the final product. Therefore, the industry’s objective is to reuse water across key applications, including:
- Production processes (rinsing)
- Cooling towers
- Cleaning operations
- Irrigation
Pilot Testing and Laboratory Trials
The project presented today stems from a longstanding collaboration with our client, resulting in a synergy between our two companies, enabling J. Huesa to contribute its expertise in water treatment.
This project complements the existing treatment infrastructure at the facility. Three years ago, J. Huesa installed a tubular ultrafiltration plant to remove suspended solids (SS) and oils and greases (O&G), significantly reducing COD in the existing plant.
Subsequently, a single-effect evaporator was commissioned, with a capacity of 25 m³/day and an efficiency of 70-80%.
These milestones were achieved through joint efforts by J. Huesa‘s technical team and the client, involving pilot tests and laboratory trials to identify the most suitable technologies for each project stage.
This article focuses on the reverse osmosis (RO) plants installed. Prior to installation, a semi-industrial pilot plant was designed and implemented at the client’s facility to treat the tubular UF permeate.
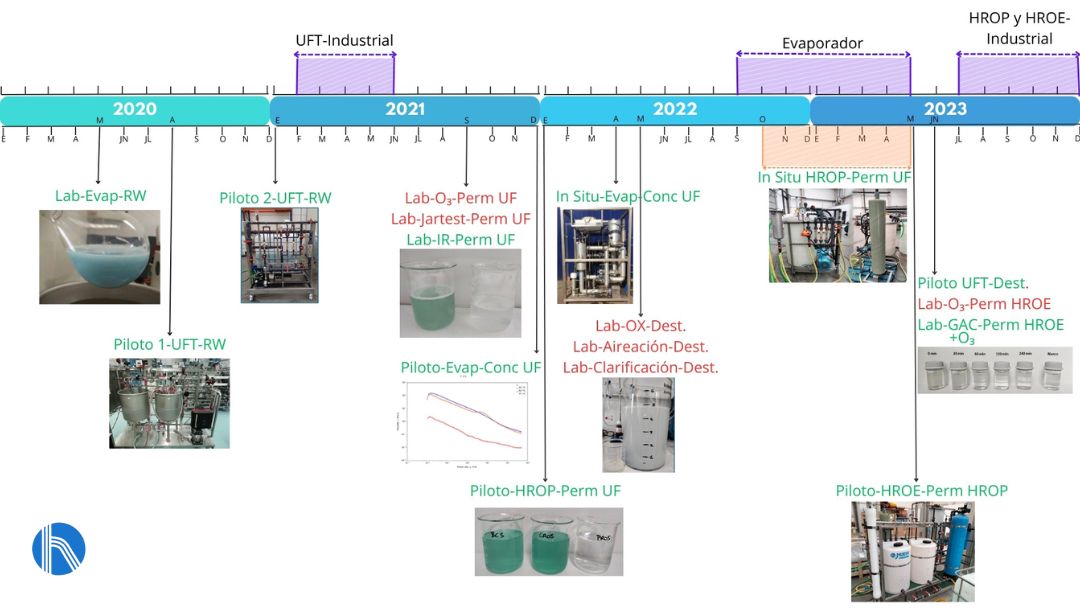
Summary of pilot tests conducted
Water Characteristics
An analysis of the raw water to be treated is shown below:
| Parameter | Units | Value |
|---|---|---|
| Conductivity | μS/cm | 6,800 |
| COD | mg/L | 8,000 |
| SS | mg/L | < 10 |
| OyF | mg/L | < 10 |
The plant’s objective is to establish a comprehensive tertiary treatment solution for tubular UF permeate.
Adopted Solution
Flat-Sheet Membrane Reverse Osmosis Plant
The goal was to reduce water salinity and COD, with the following design parameters:
| Design Parameters | |
|---|---|
| Feed Flow Rate | 3 m³/h |
| Rejection Flow Rate | 0,75 m³/h |
| Permeate Flow Rate | 2,25 m³/h |
| Conversion | 75% |
| Working hours | 20 h/day |
| Daily Flow | 60 m³/day |
| Raw water accumulation | 60 m³ |
| Permeated water accumulation | 60 m³ |
| Reject accumulation | Evaporator pond |
In an initial stage, the water from the ultrafiltration tubular permeate storage tank undergoes a series of chemical dosages, depending on the requirements of the incoming water.
After chemical treatment, the water is fed into two 5-micron fabric filters in parallel. The fabric filters are used to retain solid particles before they enter the reverse osmosis membrane.
introduced into two parallel cartridge holders. These contain a cartridge filter with a filtration grade of 5 microns.
Cartridge filters are used to retain solid particles before the water enters the reverse osmosis membrane.
Prior to reverse osmosis, the UF permeate may be introduced into a multi-tube heat exchanger with countercurrent flow. The objective of this process is to improve the performance of the reverse osmosis plant. The pilot projects showed that increasing the temperature improves the performance of the RO plant.

View of flat membrane modules
This plant uses flat membrane reverse osmosis modules. The flat membrane modules help reduce fouling and scaling, which are common in other reverse osmosis modules.
These modules are designed to operate with:
- Highly contaminated water
- High pressures
The working temperature of the module is 30ºC-35ºC continuously, with a maximum temperature of 40ºC during cleaning.
The plant is equipped with an automatic membrane cleaning system (flushing) and a manual chemical cleaning system (CIP).
Spiral-Wound Membrane Reverse Osmosis Plant

View of spiral-wound reverse osmosis plant
| Design Parameters | |
|---|---|
| Feed Flow Rate | 3 m³/h |
| Rejection Flow Rate | 0,9 m³/h |
| Permeate Flow Rate | 2,1 m³/h |
| Conversion | 70% |
| Working hours | 20 h/day |
| Daily Flow | 60 m³/day |
| Raw water accumulation | 60 m³ |
| Permeated water accumulation | 60 m³ |
| Reject accumulation | Evaporator pond |
The objective of this water treatment plant is to provide a comprehensive solution for the tertiary treatment of reverse osmosis permeate from a flat plate system, ensuring the production of water free from salinity and organic contamination.
The installation will be equipped with spiral-wound membranes, made from polyamide and specifically designed for brackish water up to 8000 ppm, with the feature of operating at low pressure.
These membranes offer high chemical resistance, as they can operate in a pH range from 2 to 13, making them easy to clean and recover, as they tolerate a wide variety of cleaning chemicals.
For monovalent ions, the separation selectivity ranges between 90% and 95%. For divalent ions, selectivity exceeds 98%, and for mineral or organic colloids, bacteria, and viruses, selectivity reaches 99.9%.
The membranes will be mounted in pressure housings made of wound FRP (Fibreglass Reinforced Plastic).
In the initial stage, the water undergoes dosing with antiscalant and biocide. It is then introduced into two cartridge holders, each containing a cartridge filter with a filtration grade of 5 microns. The cartridge filters are used to retain solid particles before the water enters the reverse osmosis membrane.

View of dosing system and cartridge filters
The saturation of the filters can be detected in two different ways, either by the difference in pressure recorded by the pressure gauges at the inlet and outlet of the filter, or automatically, as there are also pressure transmitters at the inlet and outlet of the filters that indicate the difference in pressure on the screen.
Osmotic pressure is a physical characteristic that depends on the concentration of each solution and increases accordingly. The water to be treated has a natural osmotic pressure of approximately 0.7 kg/cm². This natural pressure, along with the net pressure required to achieve the production flow rate (referred to as operating pressure), is provided by a vertical high-pressure centrifugal pump made of AISI 316 stainless steel.
This is one of the most critical components of the system, as it is the only moving mechanical element, determining the equipment maintenance and the cost of treated water per cubic meter based on the electrical energy consumed.
The installation is equipped with centrifugal pumps:
- The higher-powered pumps are used to supply the reverse osmosis plant.
- The lower-powered pumps are used for membrane flushing and chemical cleaning (flushing – CIP RO).
Instrumentation and control
The operation of each reverse osmosis plant is controlled from the electrical panel, where the automation system governing the installation is located, along with the touchscreen used to monitor and configure the various operational parameters.

View of control panel for the spiral-wound reverse osmosis plant
Conclusions
This success story demonstrates how advanced water treatment solutions address technical challenges while delivering environmental, economic, and social benefits aligned with our clients’ sustainability goals.
Key takeaways include:
1. Resource Optimisation: Improved water resource utilization.
2. Regulatory Compliance: Meeting stringent water quality standards for non-potable industrial applications.
3. Circular Economy Integration: Reducing liquid waste within the production cycle.
4. Operational Benefits: Enhanced efficiency and reduced external resource dependence.
5. Scalability: Modular system design for future expansion and replication across similar industrial facilities.



